ראָאָפינג בלאַט ראָלל פאָרמינג מאַשין, בלוי קאָליר טאָפּל שיכטע ראָלל פאָרמינג מאַשין




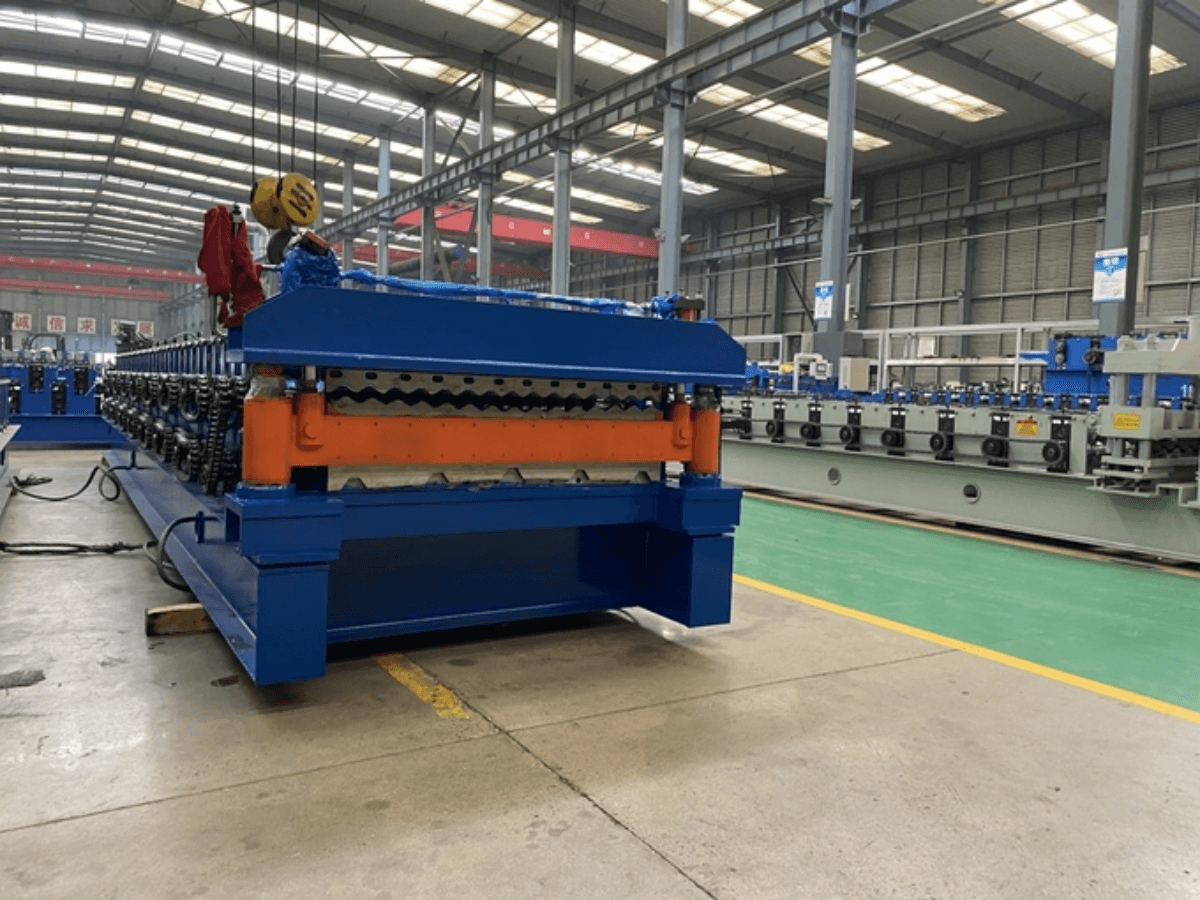
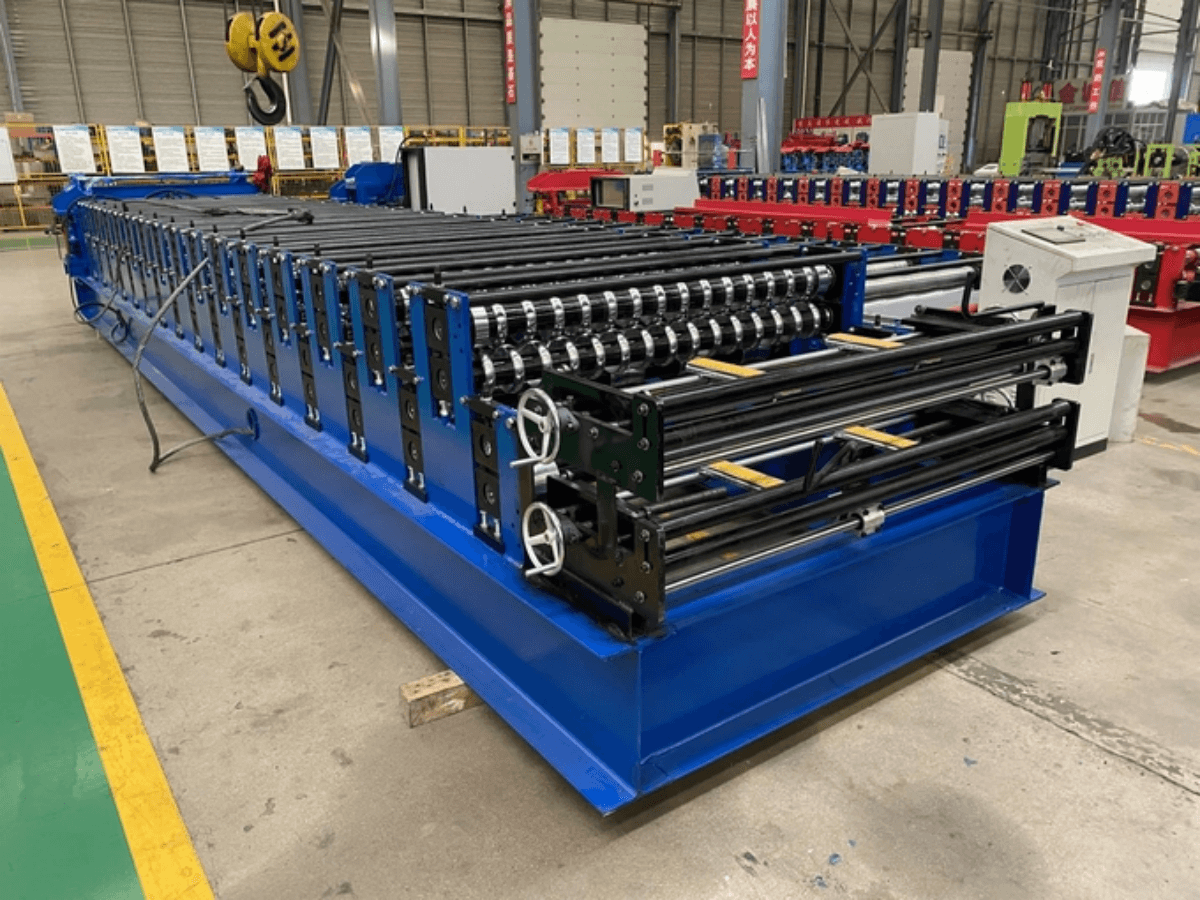
מאַשין פּיקטורעס

פּראָדוקט פאָטאָס אונדזער טאָפּל שיכטע ראָלל פאָרמינג מאַשין
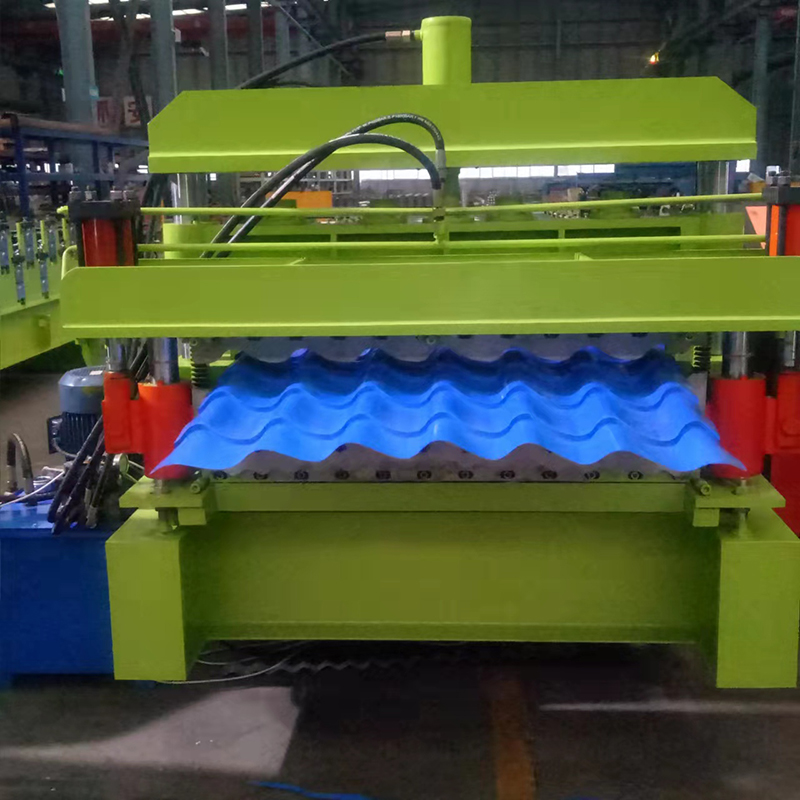
קאַמפּערד צו אַ איין שיכטע דאַך טאַפליע ראָלל פאָרמינג מאַשין, דעם טאָפּל שיכטע ראָלל פאָרמינג מאַשין איז דיזיינד צו פּראָדוצירן צוויי פאַרשידענע מינים פון מעטאַל שיץ וואָס קענען זיין איין טראַפּעזאָידאַל רופינג און איין מעטאַל דאַך קאַכל.
עס וועט זיין אנגעוויזן אַז די צוויי לייַערס פון ראָלל פאָרמינג פּאַרץ אויף דעם טאָפּל שיכטע ראָלל פאָרמינג מאַשין קענען נישט אַרבעטן אין דער זעלביקער צייט, וואָס מיטל אַז יעדער פון די ראָלל פאָרמינג סיסטעמען (שפּיץ ראָלל פאָרמינג און דנאָ ראָלל פאָרמינג) וועט האַלטן ווען די אנדערע. איז ארבעטן.
די צוויי-שיכטע אָדער צוויי לעוועלס ראָלל פאָרמינג טיילן טיילן די זעלבע מאָטאָר און די ענדערונג פון פליסנדיק צווישן שפּיץ און דנאָ ראָלל פאָרמינג טייל איז געמאכט דורך אַ קלאַטש יקוויפּט אויף דעם טאָפּל שיכטע ראָלל פאָרמינג מאַשין.
אַפּפּליקאַטיאָן
דעם מאַשין איז וויידלי געניצט אין דער פּראָדוקציע פון די מעטאַל דאַך שיץ און וואַנט טאַפליע.
אונדזער מאשינען זענען יקספּאָרטאַד צו פילע לענדער: רוואַנדאַ, טיילאַנד, פיליפינען, דובאַי, USA, דרום אפריקע, פּערו, רוסלאַנד, סאַודי אַראַביאַ, מאַלייַסיאַ, ינדאָנעסיאַ, עטק.

טעכניש דעטאַילס
| 1 | שפּול ברייט | מאַקסימום 1250 מם |
| 2 | ראָולינג ספּיד | 10-16 ם / מין |
| 3 | גרעב | 0.3-0.8מם |
| 4 | קאָנטראָל סיסטעם | PLC (פּאַנאַסאָניק) |
| 5 | ונקאָילער | מאַנואַל ונקאָילער |
| 6 | פאַר-קאַטינג | פאַר-קאַטינג ינסטאַלירן נאָך פידינג בלויז פֿאַר קונה טוישן שפּול |
| 7 | וואַל סטיישאַנז | אַרויף שיכטע: 24 סטיישאַנז אַראָפּ שיכטע: 22 סטיישאַנז |
| 8 | וואַל מאַטעריאַל | 45 # שטאָל מיט קראָום פּלייטאַד ייבערפלאַך |
| 9 | שטיל מאַטעריאַל | דיאַמעטער 76 מם, מאַטעריאַל: 45 #, קווענטשינג און טעמפּערינג, קאָוטאַד מיט שווער קראָום |
| 10 | פּאָסטן קאַטינג | די מאַשין אַדאַפּץ הידראַוליק קאַטינג סיסטעם |
| 11 | קאַטינג מאַטעריאַל | קר12 שטאָל, 58-62 הרק |
| 12 | מאַים מאָטאָר מאַכט | 11 KW |
| 13 | הידראַוליק סטאַנציע מאַכט | 7.5 קוו |
| 14 | הידראַוליק דרוק | 12-16מפּאַ אַדזשאַסטאַבאַל |
| 15 | סטרוקטור פון די סטיישאַנז | גייד זייַל |
| 16 | טאָלעראַנץ | 3 ם + - 1.5 מם |
| 17 | וואָולטידזש | 380 וו, 50 הז, 3 פאַסע |
| 18 | דרייוו אופֿן | דורך גאַנג קייט |
הויפּט קאַמפּאָונאַנץ
| מאַנואַל דעקאָילער | 1 שטעלן |
| פידינג טיש | 1 שטעלן |
| זעמל פאָרמינג אַפּאַראַט | 1 שטעלן |
| פּאָסט קאַטינג אַפּאַראַט | 1 שטעלן |
| הידראַוליק סטאנציע | 1 שטעלן |
| PLC קאָנטראָל סיסטעם | 1 שטעלן |
| רעוועווינג טיש | 1 שטעלן |
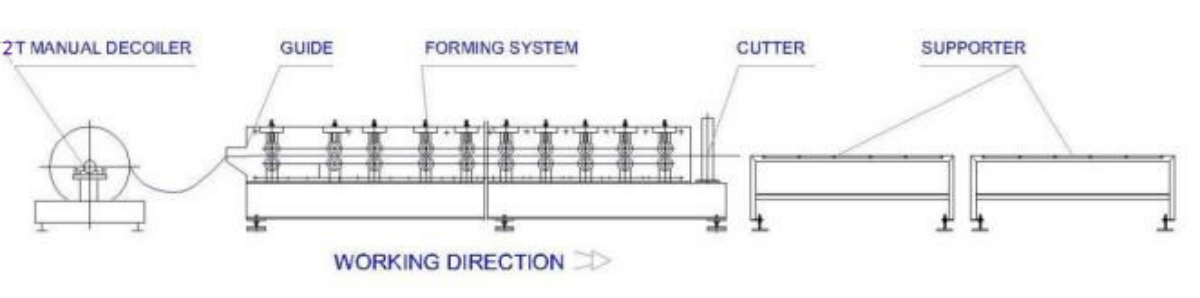
פּראָדוקציע פלאָוז
ונקאָילינג די בויגן --- ינפעד גיידינג -- ראָלל פאָרמינג --- רעקטאַפייינג די סטרייטנאַס --- מעסטן לענג --- קאַטינג די טאַפליע - פּאַנאַלז צו די סאַפּאָרטער (אָפּציע: אָטאַמאַטיק סטאַקער)
הויפּט פֿעיִקייטן
1).דעם ראָלל פאָרמינג מאַשין קענען זעמל פאָרעם מעטאַל רופינג בויגן.נאָך ראָלל געשאפן דורך דעם ראָלל פאָרמינג מאַשין, די ייבערפלאַך וועט זיין זייער גלאַט און שיין אָן קיין קראַצן אויף די ייבערפלאַך.
2).ראָלל פאָרמינג פּראָצעס: ונקאָילער, ראָלל פאָרמינג, פאָרמינג שריט ווירקונג, שנייַדן צו לענג.
3).גאָר אָטאַמאַטיק קאָנטראָל סיסטעם מיט פּלק.
4).גרינג אָפּעראַציע: אַרייַן די לענג און קוואַנטיטי אויף די קאָנטראָל טאַפליע.
5).18 חדשים וואָראַנטי.
ייַנמאָנטירונג סערוויס
נאָך די מאַשין ערייווז צו די דעסטיניישאַן, די טרעגער וועט שיקן דעם טעכניקער צו די קוינע ס פאַבריק צו ינסטאַלירן די מאַשין אויב די קוינע וויל.דער קוינע דאַרף צושטעלן עטלעכע טעקנישאַנז צו אַרוישעלפן אין די ינסטאַלירונג אַרבעט.
ייַנמאָנטירונג צייַט איז אַרום 5 טעג.דער קוינע זאָל האָבן געווען צוגעגרייט פֿאַר די שטאָל בויגן, יסוד שטעלע די מאַשין איידער די אָפּפאָר פון טרעגער ס טעכניקער.
דער קוינע זאָל צולייגן די אַקאַמאַדיישאַן, עסנוואַרג און פאַרקער אין די דעסטיניישאַן
טריינינג צייַט: 2 טעג.(מיר קענען צושטעלן טריינינג אויף די אָפּעראַציע אָרט אויב קוינע דאַרף)
ין 3 חדשים נאָך דעם אָנקומען פון די סכוירע אין די פּאָרט פון דעסטיניישאַן, אויב עס איז קיין ינסטאָלמאַנט פאָדערונג פון די בויערס, די סכוירע זאָל זיין גערעכנט ווי אַרויף צו נאָרמאַל.דורכקוק סטאַנדאַרט איז באזירט אויף די טעכניש סטאַנדאַרט געחתמעט דורך ביידע פּאַרטיעס און אונדזער פירמע סטאַנדאַרט.

